Каст
Изготовление оправ под поделочные и драгоценные камни
Оправа под камень — это общая для всех ювелирных изделий деталь в украшениях. Подобная оправа имеет специфическое название — каст.
При изготовлении оправ под поделочные и драгоценные камни традиционно разделяют четыре вида кастов, различающихся принципами удержания и освещения камня: глухие и царговые, крапановые и корневые.
В глухих и царговых кастах камни удерживаются завальцованными (закатанными) стенками каста по всему периметру вставки. Это самый прочный способ закрепления камня.
Различие состоит в том, что в глухих кастах под поясок — обод подпаивается пластина, препятствующая выпадению вставки. Подобного типа оправы применяются, как правило, в двух случаях.
Во первых, если цветная вставка (непрозрачный окрашенный камень) не просвечивает или подсветку полупрозрачного камня необходимо усилить за счет подкладки серебристой фольги.
Во-вторых, если оборотная сторона вставки должна быть скрыта от зрителя (она необработанна или неприглядна) и пи если при соприкосновении с телом владельца она оказывает раздражающее действие на кожу.
Царговый каст также охватывает камень лентой металла, но удерживает его при помощи стопорного пояска — ранта. В касты такого типа укрепляют полупрозрачные или прозрачные камни, которым необходима дополнительная подсветка, улучшающая «игру» вставки.
Иногда в такую оправу вставляют и непрозрачные камни, если их оборотная сторона отполирована, химически неагрессивна, а также при необходимости облегчить массивное, крупное изделие (большая брошь, гривна).
Процесс изготовления глухого каста состоит в опоясывании лентой металла (серебра, нейзильбера, меди) контура камня.
При изготовлении оправ под поделочные и драгоценные камни, рассмотрим поэтапно оправление овального кабошона (гладко отшлифованного выпуклого камня) как наиболее распространенной вставки из цветного поделочного камня.
На первом этапе необходимо подобрать полосу металла. Толщина ленты не должна превышать 0.6 мм, в противном случае на поворотах с малым радиусом закругления металл будет сопротивляться завальцовыванию.
Ширина заготовки выбирается так, чтобы над самой широкой в сечении частью вставки (рундистом) обжимной поясок выступал на 1-2 мм. Отмеренная по контуру камня лента отрезается. Оба конца соединяются встык без зазора. Допускается, чтобы металлический контур был чуть больше вставки, чтобы камень вкладывался свободно, но без явных щелей и просветов.
Обод спаивают минимальным количеством припоя, зачищают шов и вновь примеряют его, подгоняя по форме камня. В процессе нагревания полоса деформируется, поэтому необходима повторная примерка к вставке.
Нижнее ребро полосы, которое будет соединяться с пластиной — дном, обдирают на шлифовальной шкурке, укреплённой па стекле. Легкими круговыми движениями, равномерно прижимая обод к зернистой шкурке, выравнивают ребро. Такой обод плотнее будет соприкасаться с пластиной при пайке.
На втором этапе подбирают или вальцуют пластину — дно. Для каста, у которого площадь основания камня составляет не более 1 кв. см., лучше выбирать пластину толщиной от 0,3 до 0,5 мм, при площади основания камня до 1.5 кв. см. от 0,5 до 0,7 мм, а при площади 2 кв. см. и более — от 0,7 до 1,0 мм.
Толщина пластины определяется размером и конфигурацией камня: для вытянутых овальных и каплевидных вставок выбирается нижняя граница толщины основания, а для квадратных и круглых камней — верхняя граница.
При изготовлении оправ под поделочные и драгоценные камни каст не должен вызывать ощущение тонкостенной жестянки. Назначение оправы предохранить вставку от ударов и от воздействия усилий, направленных на разламывание камня. Поскольку бордюр, как правило, достаточно тонкий и низкий, эту задачу выполняет дно глухого каста.
Пластину — заготовку вырезают чуть больше, чем оправляемый камень. Её отжигают и отфлюсовывают. Затем накладывают камень и форштекселем или иглой намечают его контур.
На третьем этапе каст спаивают. Для этого предварительно кусочки припоя наплавляют на основу вдоль прочерченного контура. Затем устанавливают обод. Собранный таким образом каст обвязывают биндрой и отфлюсовывают.
Нагрев изделия ведут общим мягким пламенем горелки. Основное тепло должно идти снизу, под пластину. При таком расположении припой быстрее плавится на пластине, нежели на стыке металлической полосы. Расплавленный припой связывает воедино обод и пластину — основание.
На четвертом этапе отбеленную и высушенную заготовку обрезают ножницами или выпиливают лобзиком вдоль внешнего борта — обода.
В дальнейшем при изготовлении оправ под поделочные и драгоценные камни проводят обработку надфилями, сравнивая общую грань полосы и основания — пластины. На заключительной стадии снимают заусенцы, которые образовались на ребре дна каста в процессе опиливания.
Если камень садится в каст очень плотно или сам материал вставки очень хрупкий (обсидиан, пироп и др.), то в донышке каста просверливают отверстие диаметром 1-2 мм.
Наличие отверстия облегчит извлечение камня при возможном ремонте изделия. Также оно будет способствовать проветриванию замкнутого пространства каста, так как некоторые камни боятся агрессивной жидкой среды (кислотной или щелочной), например бирюза и малахит.
Изготовление царгового каста рассмотрим в двух вариантах: для полупрозрачных цветных вставок с плоским основанием (опал, халцедон) и для прозрачных огранённых самоцветных вставок с шиповидным основанием (аметист, гранат, фианит и др.). В первом случае процесс выполнения такой оправы немногим отличается от процесса выполнения глухой оправы.
На первом этапе необходимо полосу выбрать с учетом того, что от 0.7 (для мелких камней диаметром от 3 до 8 мм) до 2 мм ширины полосы будет занято внутренним стопорным рантом.
На втором этапе вместо пластины вниз подбирают рант. Он изготавливается из квадратного проката, площенной глади или скани, круглой глади и ленты. Рант должен входить в готовый обод плотно, без зазоров.
Он размещается в касте на дне, на одном уровне. Рант можно также выпилить из пластины. Согнутый из проволоки стопорный поясок необходимо расположить так, чтобы его стык находился в противоположной стороне от шва обода.
На третьем этапе заготовку каст вместе с рантом переворачивают так, чтобы стопорный поясок был ближе к пламени горелки. Изделие отфлюсовывают, нагревая, вводят припой в место соприкосновения проволоки и обода.
Первым стараются спаять контур ранта, находящийся в стороне от шва обода, — этот отрезок пропаивают последним, в противном случае плотно вложенный рант разопрёт поясок и при перегреве стык двух концов полосы разойдётся.
Четвертый этап заключается в шлифовке на шкурке обоих ребер каста (верхнего и нижнего).
Для выполнения царгового каста под прозрачную самоцветную вставку пользуются несколько иной технологией.
Круглые гранёные вставки (так будем их условно называть) диаметром до 3 мм и овальные граненые камни оправляют в цилиндрические царговые касты. Круглые гранёные самоцветы диаметром более 3 мм оправляют в конические царговые касты.
Рассмотрим изготовление конического каста под круглый камень как более трудоёмкий процесс.
Полоса металла, охватывающая камень, выбирается толщиной от 0,4 мм (для камней диаметром до 2 мм) до 0,8 (для камней диаметром до 10 мм).
Ширина полосы зависит от проекта изделия, но в любом случае не меньше высоты самого камня.
Диаметр кольца трубки — заготовки в коническом касте соответствует диаметру самоцветной вставки, поэтому для мелких камней удобно заготавливать трубки волочением в фильерах.
Далее, после пропайки шва, заготовку расколачивают в специальной матрице — расколотке, мы же предлагаем расколотить её на шпераке.
Верхняя часть трубки раздвигается, и камень садится в каст. Затем укрепляют нижнюю часть каста на киттштоке или в ручных тисках и рассверливают углубление сверлом того же диаметра, что и вставка.
Глубина сверления должна быть такой, чтобы над рундистом поднималось от 0.5 до 1,2 мм обжимного пояска, который и будет удерживать камень после завальцовки.
В цилиндрических царговых кастах для овальных и грушевидных камней уступ гравируется юстировочным штихелем. Цилиндрический каст выполняется в той же последовательности, но диаметр трубки выбирается чуть больше диаметра вставки и минуется этап расколачивания верха каста.
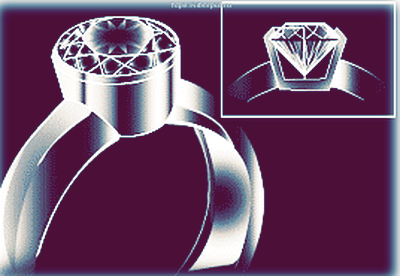
Появлением крапановых кастов мы целиком обязаны развитию ограночного дела в XVI веке.
Ограненные самоцветы и бриллианты для своей «игры» требуют больше света, чем даёт обычный глухой или даже царговый каст. Поэтому появляются оправы, которые на крапанах — шипах поднимают к свету эти искрящиеся звезды.
На современном этапе развития ювелирного дела, при изготовлении оправ под поделочные и драгоценные камни «серебристые и прочие разновидности крапановых кастов подучают способами литья и штамповки.
Рассмотрим два наиболее употребляемых варианта индивидуального изготовления крапановых кастов.
Первый из вариантов выполняется по принципу царговых кастов для крупных круглых и овальных камней. Только в этом случае лента металла выбирается толщиной от 0,8 до 1,3 мм и ширина полосы значительно превышает высоту камня.
В упрощённом варианте коническую заготовку пропиливают на 4, 6 или 8 пазов, которые при необходимости «раздают» надфилями. Так образуют «люфты» крапаиового каста. В усложнённом варианте дополнительно ещё отсекается рант у стакана — заготовки, прорезаются трехгранным или круглым надфилем «окна», а затем рант вновь подпаивается на место. «Окна» можно создать и не удаляя ранг, высверливанием.
Второй вариант предполагает изготовление крапановых кастов для крупных плоскоограненных самоцветов и плоских полупрозрачных цветных камней (агатов, моховых опалов, лунного камня и др.).
Вначале контур камня воспроизводят из квадратного, прямоугольного или ленточного (1 — 3 мм) проката и спаивают его. Далее по всему периметру через одинаковые расстояния подпаивают квадратные, треугольные или сегментные (не менее 1 мм толщины металла) крапаны.
Опиливанием крапаны выравнивают по высоте, затем бором или надфилями создают посадочную ступеньку на каждом из крапанов. Причем опорная ступенька должна быть на одном уровне на всех шинах.
Подобный каст не только обеспечивает максимальную освещённость камню, но и является самым лёгким и экономным по использованию металла.
При изготовлении оправ под поделочные и драгоценные камни прочность удержания вставки зависит от правильного расположения и количества крапанов. Для пайки шипов лучше всего использовать самый тугоплавкий припой при изготовлении данной конкретной работы.
Корнеровая оправа камня выполняется штихелями и сверлами в толстой пластине металла от 1,2 до 2 мм толщиной. Корнеры — это выделенные из основного металла задиры, сформированные корноверткой в шарики.
Такого рода оправы выполняют тогда, когда необходимо закрепить несколько расположенных в ряд или в шахматном порядке прозрачных гранёных самоцветов или мелких полупрозрачных кабошонов.
В металле высверливают круглые углубления одного диаметра со вставкой. Вложенный в ячейку камень должен на 0,1-0,2 мм утопать в лунке по рундисту. Затем минимум с четырёх сторон мессерштихелем проводят выделение задир. Очень важно не срезать поднимающийся ус металла до конца!
Корноверткой из задиры формируют корнер — шарик. Нависая над камнем, такой шарик удерживает вставку в лунке.
Все работы по надрезанию усов из металла пластины и формированию корнеров, закрепляющих самоцветы, проводятся на уже отбеленном, отполированном и готовом к закрепке камня изделии.

-

Кронштадт: Город с богатой историей
01. 05. 2024
