Плавка металла
Припой
Процесс плавки рассмотрим на примере изготовления припоя для пайки серебром. Для плавки понадобится:
- Бензиновый паяльный агрегат (горелка).
- Титановая палочка.
- Плавильный тигель.
- Пинцет.
- Кадмий (в пластинах или кусочках).
- Серебро 875 или 900 пробы.
- Латунные штырьки из вилки штепселя.
- Зубило.
- Молоток большой.
- Изложница.
- Леткал — вертушка (столик).
- Бура.
- Отбел (10%-ный раствор серной кислоты).
- Солидол, свеча.
Для начала плавки металла устанавливаем леткал, на него — изложницу и тигель так, чтобы пламя горелки, отражаясь от тигеля, подогревало изложницу. В сторону отставляем масло.
Под свободную руку ставим ёмкость с бурой, кладём пинцет, титановую палочку, кадмий. Напротив пинцета положим предварительно разрубленные зубилом кусочки серебра массой не более 4 г., кусочки латуни не более 2 г., а также маленькие кусочки кадмия.
Бура должна быть прокачена (для удаления излишков воды). Для этого из листовой меди (толщиной 0,5 — 0,7 мм) или нейзильбера делают небольшую ванночку, наполняют её бурой и нагревают.
Бура очень гигроскопична и вбирает в себя влагу из воздуха, поэтому при нагреве начинает вздуваться шапкой и пениться.
Процесс прокачивания можно считать законченным, когда вся бура осядет и превратится в прозрачную желтовато — зеленоватую стеклянную массу.
Спекшуюся буру после охлаждения на воздухе вынимают из ванночки, разогнув её края, и размалывают в порошок. Прокаченную буру лучше хранить в баночке с притёртой пробкой.
Подготовим изложницу для плавки металла. Для этого раздвинем две её половины и в образовавшуюся щель с двух сторон вставим по деревянному брусочку, чтобы получить слиток нужной формы. Для последующей вальцовки в лист желательно слитку придать форму прямоугольную, а для вальцовки в пруток — квадратную.
С помощью деревянной палочки с тряпочкой протираем всю внутреннюю поверхность изложницы солидолом (можно и закоптить её). При прогреве солидол расплавляется и смазывает всю изложницу, что способствует растеканию металла.
Во втором случае изложницу коптят над свечкой, при этом копоть, осаждаясь на стенках изложницы, также смазывает её. Дальнейшее нагревание не воздействует на эту смазку.
Далее готовим к работе паяльный аппарат. Регулировка пламени ведётся с помощью крана на бачке с бензином.
Принцип действия крана состоит в том, что он распределяет нагнетаемый мехами воздух по двум трубкам: по одной воздух подастся в бензин, тем самым способствуя испарению из него летучих элементов; воздух, подаваемый через вторую трубку, разбавляет пары в шланге, через который смесь поступает из бачка к пистолету — наконечнику горелки.
Поворотом крана можно или увеличить подачу воздуха в бензин, или способствовать более сильному разбавлению смеси воздухом. Свеженалитый бензин в бачке легко испаряется (в этом случае пламя горелки голубое, с большим жёлтым «языком», коптящее и даёт не очень высокую температуру), поэтому смесь нужно сильнее разбавлять.
Постепенно бензин «вырабатывается» (выдыхается), и кран перемещают так, чтобы в смесь поступало всё меньше и меньше воздуха. Отработанный бензин необходимо частично сливать из бачка, одновременно доливая в него свежий.
Если не сливать старый бензин, пламя станет «жёстким», его внешние признаки — чисто голубое, без жёлтого огонька, остроконечное, при большом давлении смеси оно будет отрываться от наконечника горелки, а смесь будет плохо воспламеняться вновь.
Пламя горелки регулируем до «мягкого», т. е. такого, чтобы при работе на кончике был едва заметный жёлтый огонёк.
Теперь можно начинать работу для плавки металла. Прогреваем постепенно тигель до температуры плавления буры. Затем кладём туда самый тугоплавкий металл из составляющих припоя, в нашем случае — серебро или медь. Когда металл расплавится и начнёт «бегать» в тигле каплей, постепенно добавляем латунь.
Расплавив массу, помешиваем её титановой палочкой, которая, имея малую теплопроводность, целиком не нагревается. Помешивание осуществляем для того, чтобы слиток расплавился весь, чего иногда не происходит, если в сплав поспешно вводятся легкоплавкие добавки (в нашем случае латунь или цинк) ещё до полного расплавления тугоплавких (меди или серебра).
Получив однородную смесь, перед разливкой добавляем около 0,05 г. кадмия для улучшения текучести и чтобы убрать вредный шлак, попадающий в расплав.
Для этого, дав слитку немного остыть, нужно извлечь его из тигля, а вместо него положить завернутый в бумагу кадмий и возобновить плавку.
Температура плавления кадмия намного ниже, чем у полученного сплава, поэтому, если мы внесём кадмий в пламя, он весь испарится, не попав в слиток. Избежать перегрева кадмия могут два — три слоя папиросной бумаги. Положенный на дно тигля и накрытый слитком кадмий теперь будет выгорать, проходя через расплав, и обязательно войдёт в состав припоя.
Можно также раскатать слиток в полоску, а затем, положив на один его конец кусочек кадмия (в пропорции), нагреть другой его конец. Кадмий «разбежится» по металлу Затем следует свернуть полоску в рулон, проковать и вновь расплавить. В этом случае кадмий не выгорит, а останется в припое.
Замена цинка в припое кадмием улучшает его текучесть. Цинковый припой при нагреве разъедает основной металл, в нём появляются раковины, чего не происходит при пайке припоем с использованием кадмия.
В процессе плавки металла добавляем буру для удаления окисной плёнки с металла. Перед разливом следует протереть маслом изложницу, так как в процессе её нагрева до 300 — 400°С масло частично выгорело. Этого не произойдёт, если смазка будет сделана солидолом.
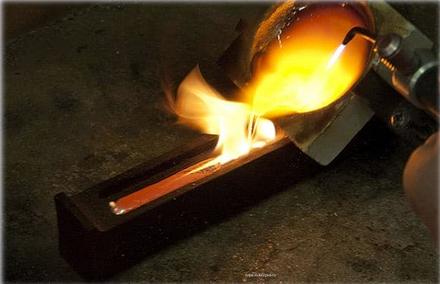
Разливать нужно непрерывно — весь металл должен за один наклон попасть в изложницу без отрыва отдельных капель. Если капля задержится и мы попытаемся её долить, то она уже не пристанет к остывшему слитку, а мотет только испортить его форму. Если же важно получить слиток определённой массы, то необходимо повторить плавку металла — всей массы металла.
Отделяем слиток от изложницы и опускаем его в отбел, а затем в воду. Если отбел находится в постоянно нагретом состоянии (до 70 — 80°С), например на лабораторной спиртовке или электроплитке, происходит более быстрое и лучшее очищение металла от окисла.
Теперь извлекаем слиток, удаляем воду. Полученный металл имеет пористое строение и напоминает пенопласт. Он малопластичен и при прокатке может растрескаться. Ковка способствует уплотнению структуры металла. После отжига слиток можно прокатывать, и он не будет трескаться.
Припой готов. Перед применением припоя нужно напилить его или, раскатав в тонкий лист, нарезать кусочками.

-

Кронштадт: Город с богатой историей
01. 05. 2024
